
A Breakthrough in Steam Boiler Efficiency
The First Retrofittable Superheater for Firetube Boilers.
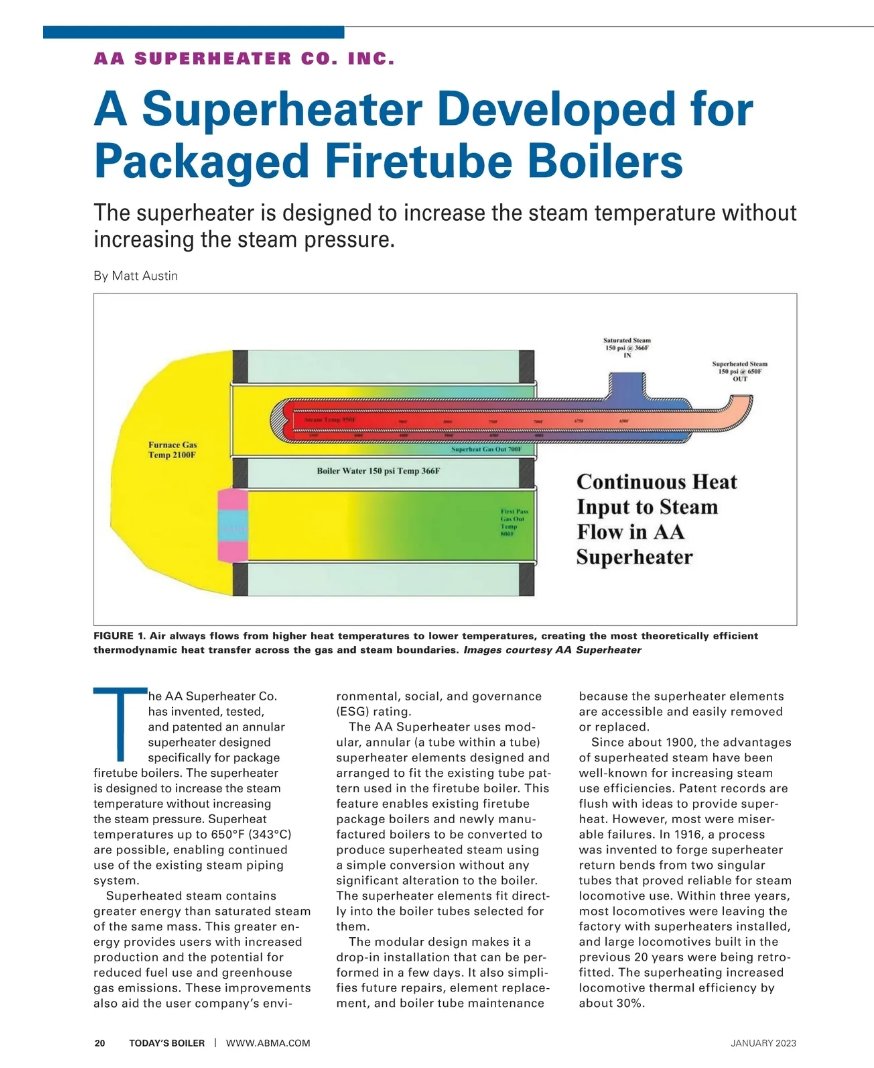
What you see here isn’t just a boiler — it’s a major leap forward in industrial steam technology. AA Superheater Company, Inc. has developed the first-ever annular superheater that can be retrofitted directly into standard firetube boilers — the kind used by over 400,000 industrial systems worldwide.
Real-World Benefits of Our Invention
Faster heat transfer
Superheated steam delivers heat exponentially faster than saturated steam, improving energy efficiency .
Lower fuel consumption
By increasing steam energy without raising pressure, less fuel is needed to achieve the same or greater output.
Shorter processing times
Higher steam temperatures reduce the time required for industrial tasks like drying, cooking, or sterilizing.
Compatibility with green fuels like hydrogen
Engineered to work with low-emission fuels such as hydrogen, biofuels, and green methanol for a cleaner future.
Significant reduction in
emissions
Lower fossil fuel use means fewer greenhouse gas emissions , supporting sustainability goals and regulations.
Ability to generate electricity on-site
Superheated steam can drive turbines, allowing facilities to produce and use their own power efficiently.


Innovation That Delivers Real-World Results
Our patented superheater retrofit boosts efficiency, slashes emissions, and modernizes firetube boilers with powerful, high-temperature steam—without increasing pressure.
The AA Superheater Advantage
AA Superheater Company, Inc. has accomplished what the industry once thought impossible—delivering superheated steam from a firetube boiler without increasing pressure.
The patented annular superheater retrofits into existing systems, transforming them into high-efficiency, low-emission powerhouses. With faster heat transfer, reduced fuel use, and compatibility with hydrogen and other green fuels, our technology shortens production times and lowers operational costs. It’s not just an upgrade—it’s a new standard in industrial steam performance.
Your One-Time Opportunity
To Invest in the Future of Industrial Steam
AA Superheater Company, Inc. is raising capital to bring our patented, production-ready technology to the global market. With over 400,000 compatible boilers already in use worldwide, our retrofit superheater delivers immediate energy savings, emissions reductions, and performance upgrades for the industries that keep the world running. Now is your chance to invest in a proven innovation with massive market potential.
SECURED FOR OUR INVESTORS
Patents Issued for the AA Superheater Invention
The AA Superheater is protected by issued patents in the United States, Canada, the United Kingdom, and India, with additional filings pending in China. These patents secure the exclusive rights to retrofit firetube boilers with our breakthrough superheater technology—covering a market that spans three continents and over two billion people. 4 issued patents, covering three continents and over 2 billion people.

Click Thumbnails for full patent >
Product Quality Index
Energy Generation
A Technology used in over 400,000 industrial systems worldwide.
This illustration breaks down how AA Superheater’s patented technology works inside a standard firetube boiler . Unlike traditional boilers that produce saturated steam (limited heat capacity), this retrofit system increases the steam’s temperature to 650°F without raising pressure, turning it into superheated steam. That’s a big deal.


Why This Technology Matters
Bottom line:
This isn’t a concept — it’s a working, tested, patent-protected solution, ready to manufacture and scale. For investors, it represents a rare opportunity to back an industrial technology with enormous addressable market, measurable ROI, and real impact on energy savings and sustainability.
OFFICE LINE
1.800.555.6789
EMERGENCY
1.800.555.0000
WORKING HOURS
